Il trattamento di brunitura, chiamato anche ossidazione nera e black-Oxide, avviene in due momenti principali.
Prima le superfici vanno sgrassate e lavate in vasche apposite in soluzioni a 142°C per essere pronte al bagno ossidativo.
Poi si passa all’immersione della superficie in un bagno d’acqua e soluzione salina specifica in concentrazioni variabili. Lo strato di annerimento è costituito principalmente da ossidi.
Prima le superfici vanno sgrassate e lavate in vasche apposite in soluzioni a 142°C per essere pronte al bagno ossidativo.
Poi si passa all’immersione della superficie in un bagno d’acqua e soluzione salina specifica in concentrazioni variabili. Lo strato di annerimento è costituito principalmente da ossidi.
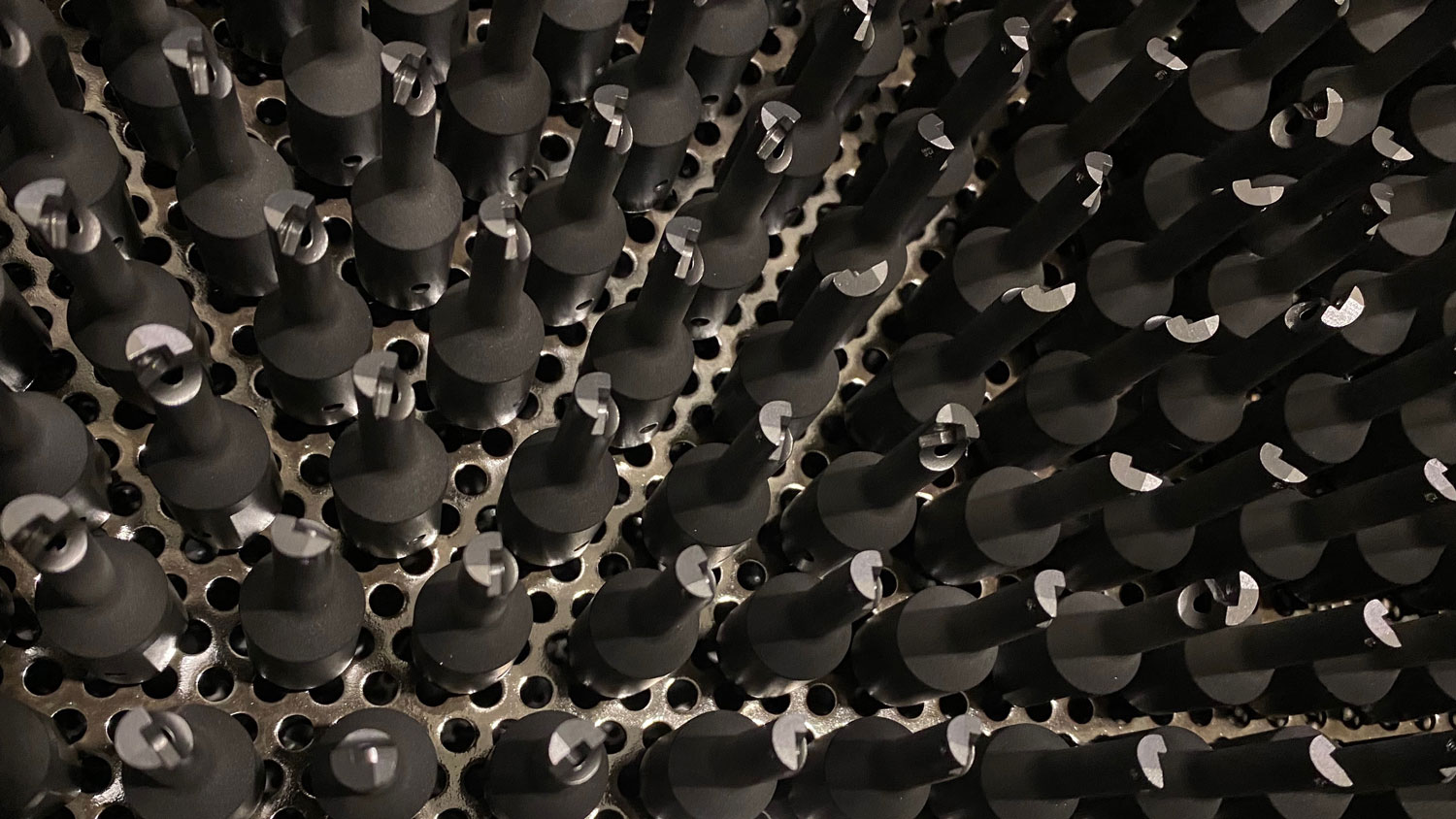
Possiamo svolgere il trattamento in modalità statica oppure con cesto rotante.
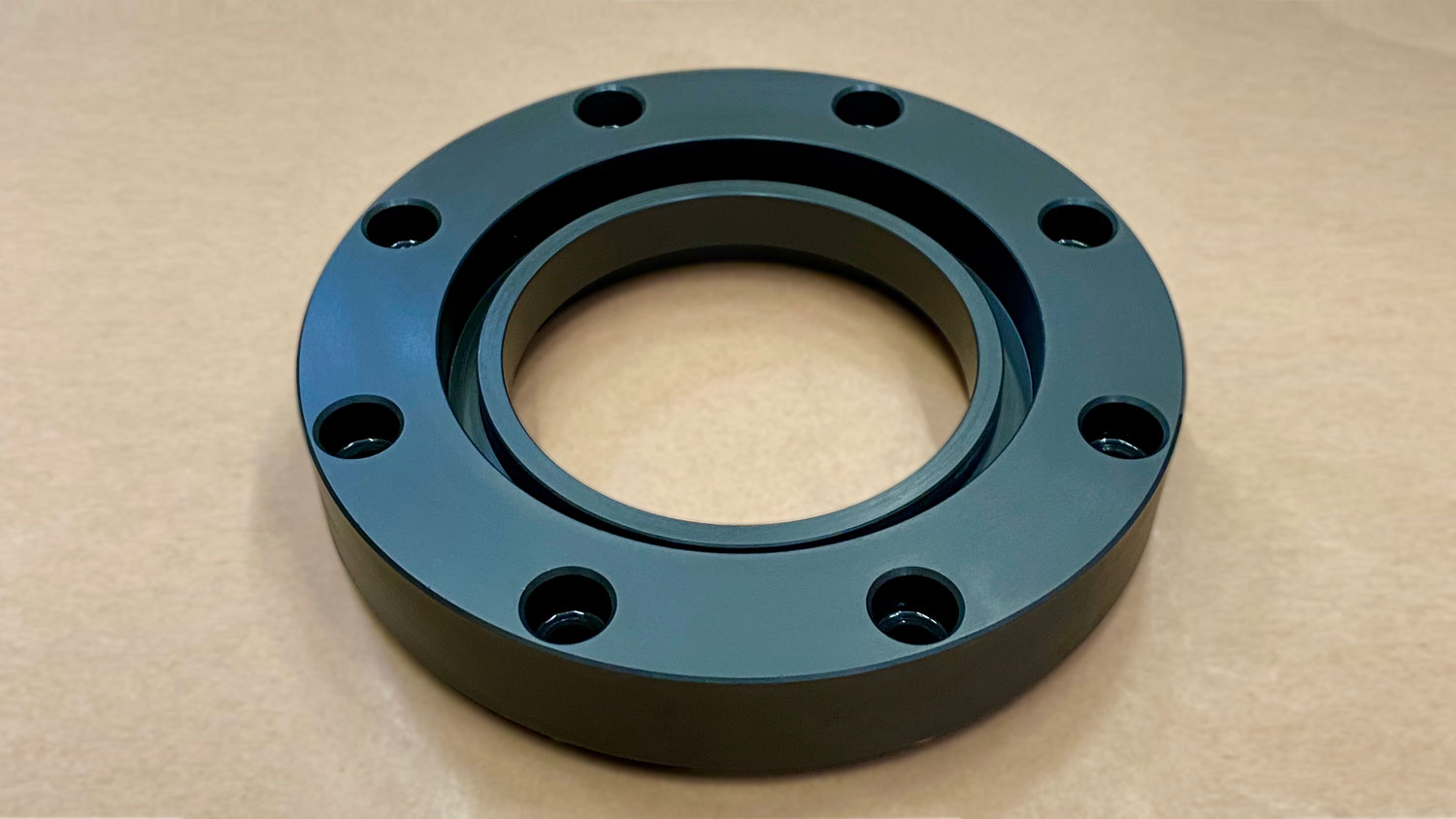
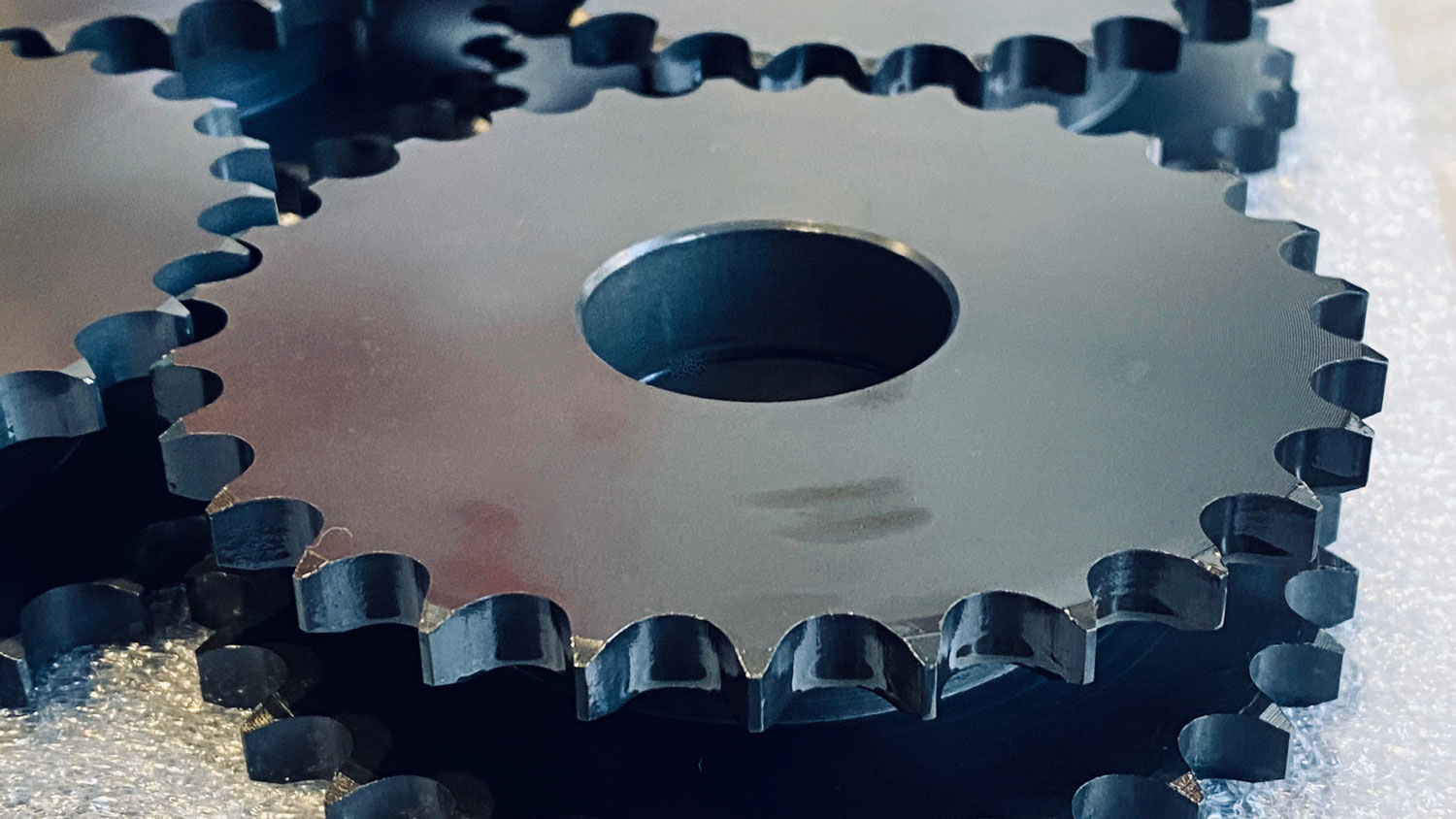
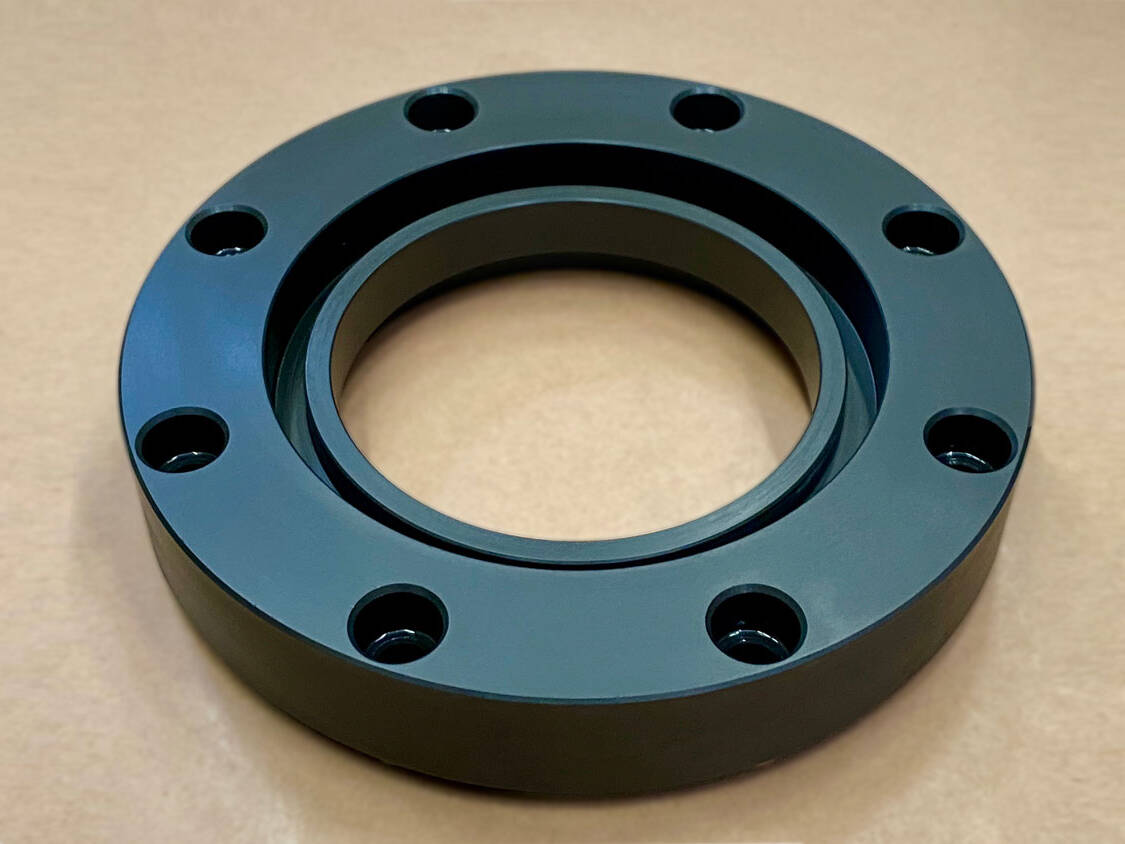
Il nero che si presenta sul substrato dopo la brunitura può essere opaco o lucido. Il rivestimento esterno, invece, può diventare di un nero intenso e lucido dopo l’oliatura.


Un eccellente aspetto estetico.
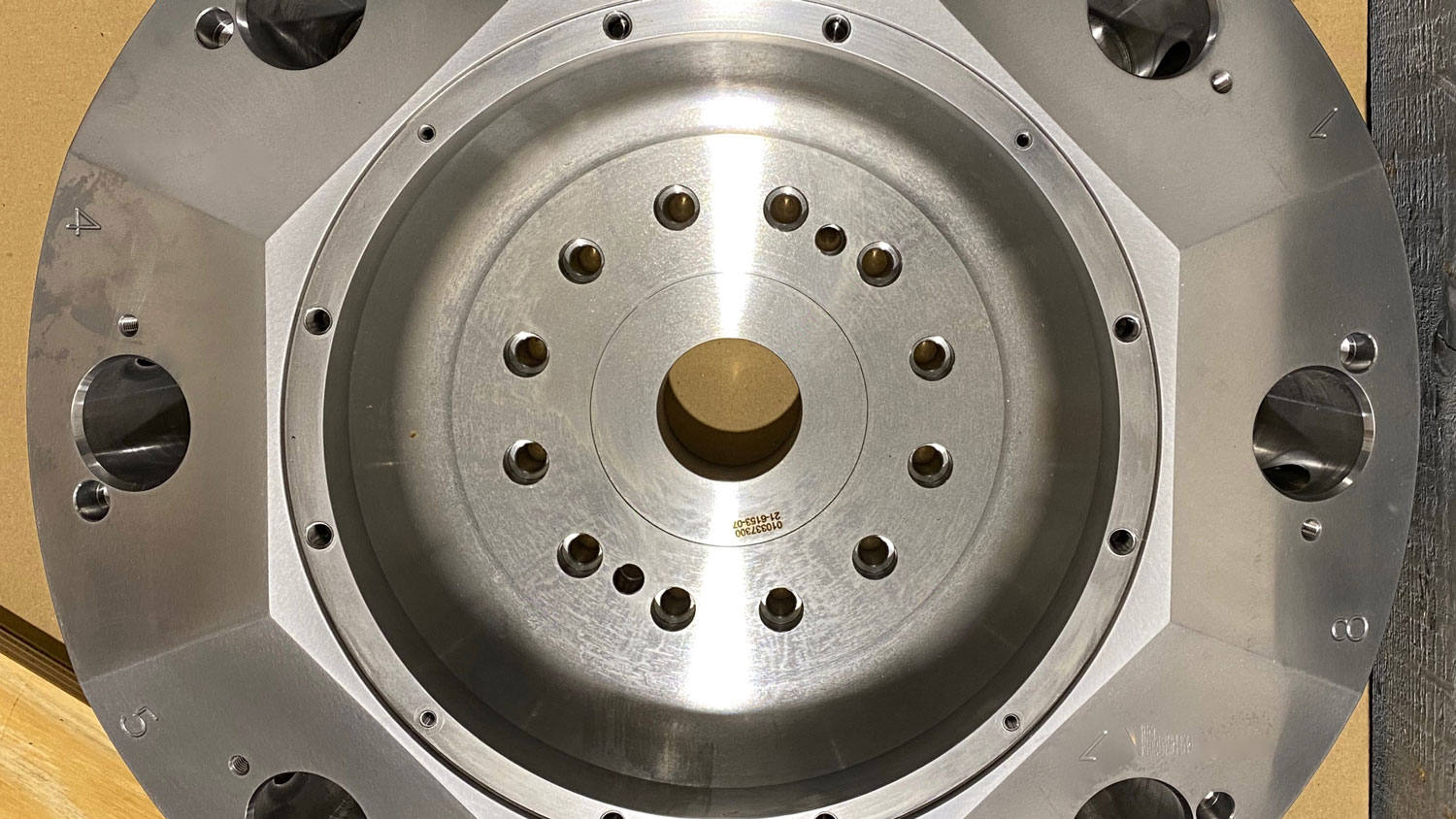
Lascia inalterate le dimensioni dello spessore e non altera la rugosità della superficie.
Dati tecnici
DIN 50938 doppio passaggio in brunitura – MIL 13924 – ISO 11408
Resistenza alle basse temperature: fino a punte –60°C
Resistenza caldo secco: circa 120°C
Resistenza caldo umido: 5 cicli di 6 ore l’uno a +55°C e u.r. 75%
Resistenza in nebbia salina rif. Norma ASTM B117 (salt spray): N.A.
Metalli ed elementi
che possiamo sottoporre
a brunitura
ACCIAIO AL CARBONIO
MATERIALI FERROSI
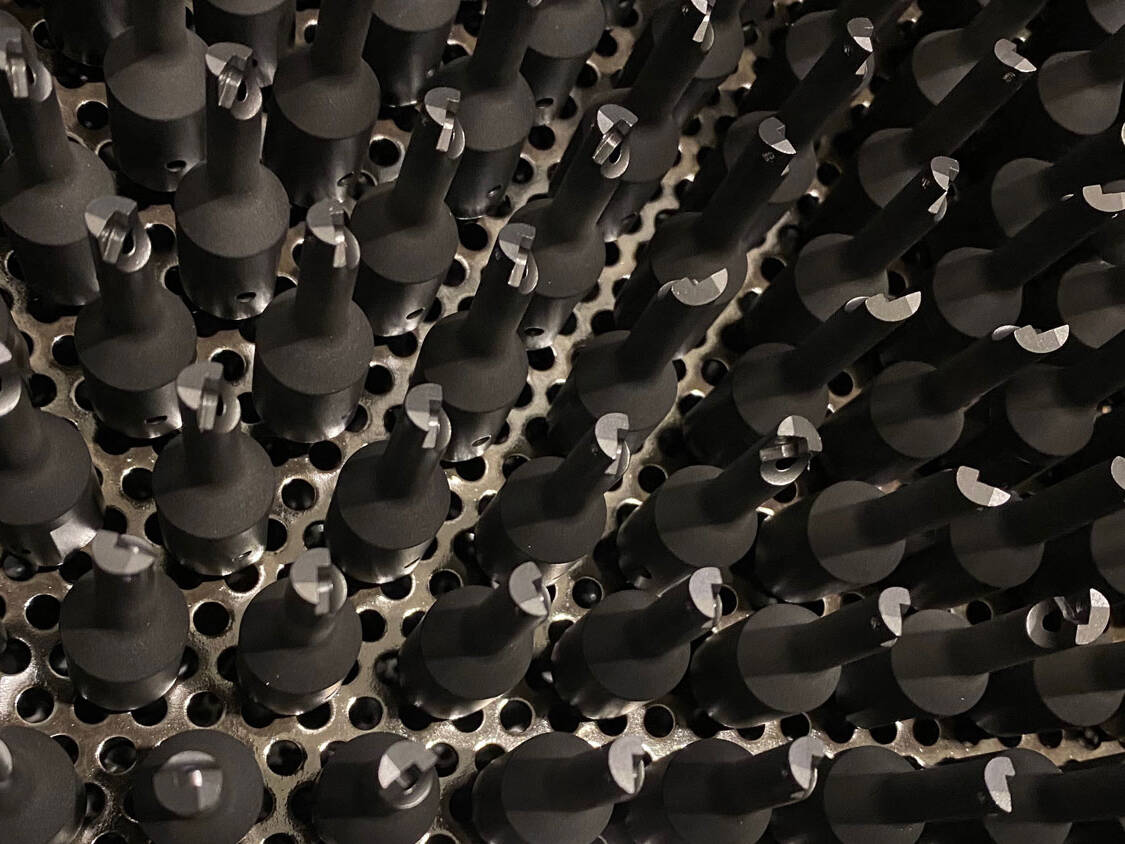
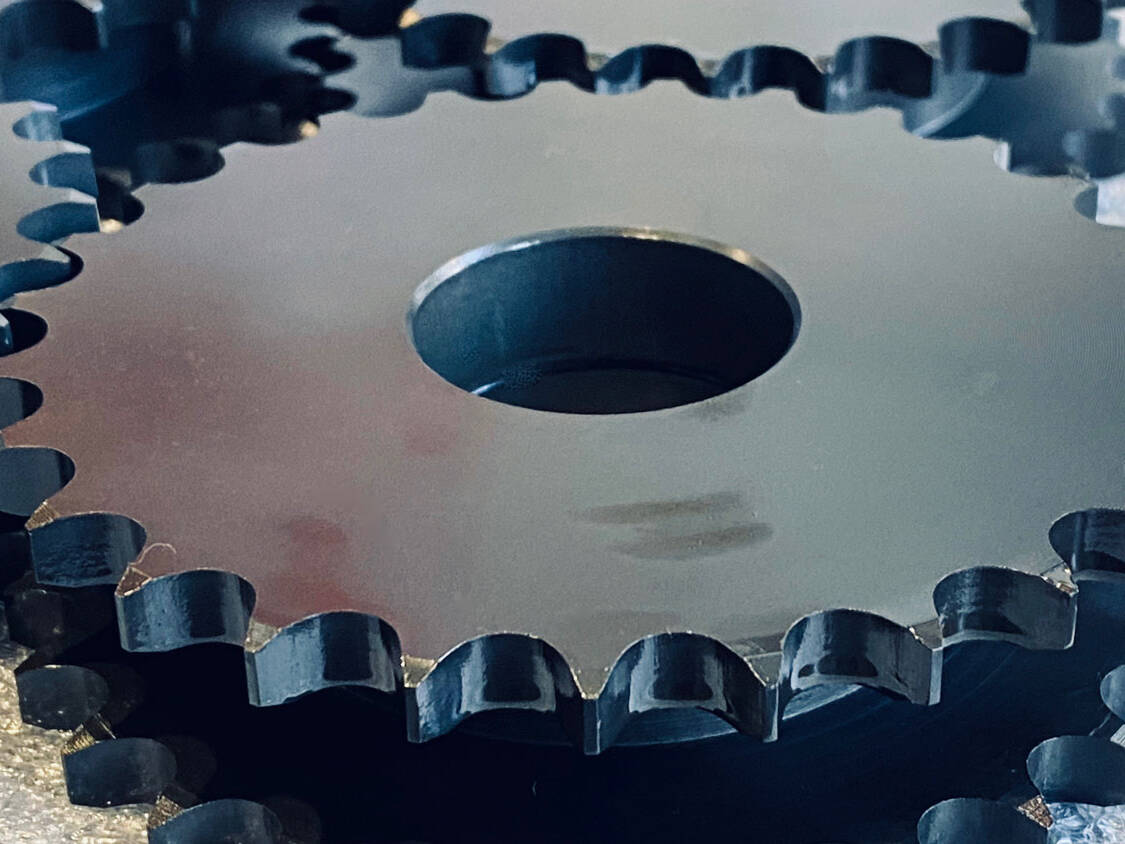
Utensili vari, porta utensili, ingranaggi, componenti automotive, cerniere e maniglie per mobili, componenti meccaniche, minuterie metalliche, viti di tutte le tipologie e dimensioni, dai, rondelle, ingranaggi, grani, perni.
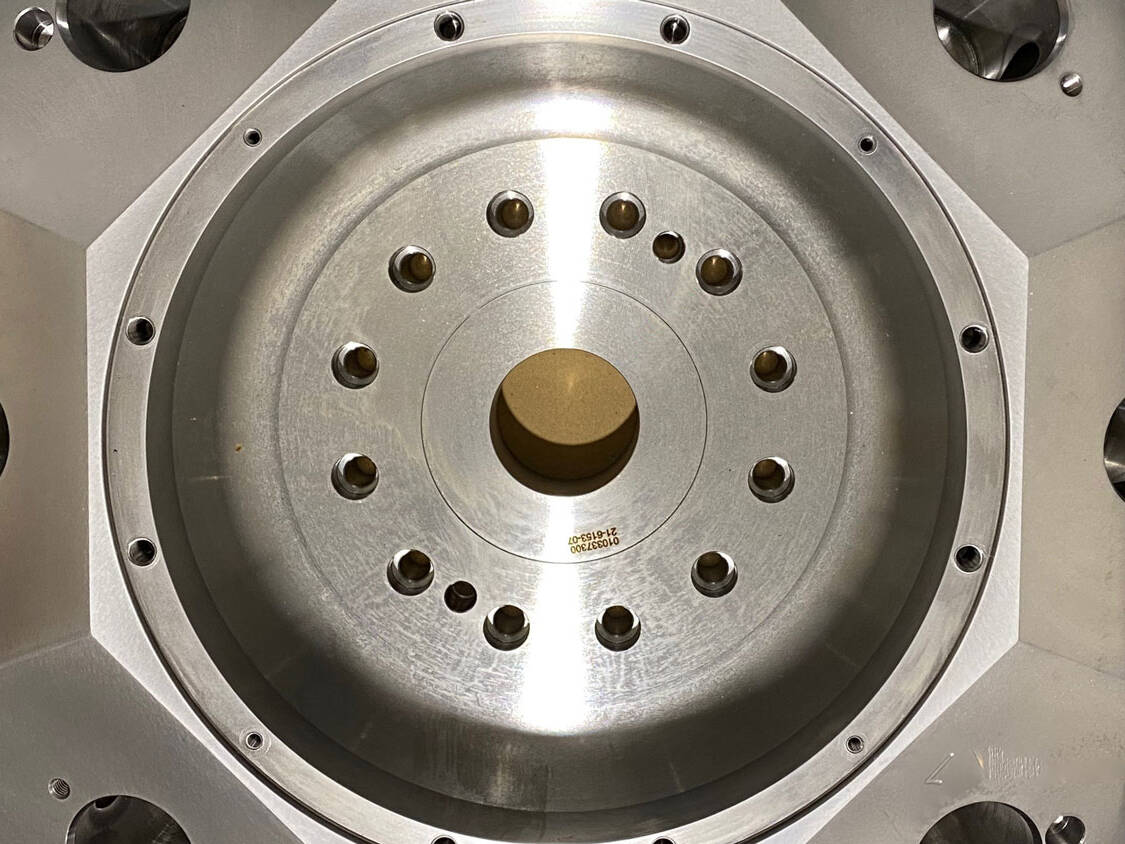
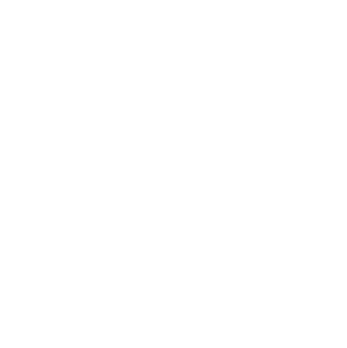
Prima e dopo il trattamento
di brunitura
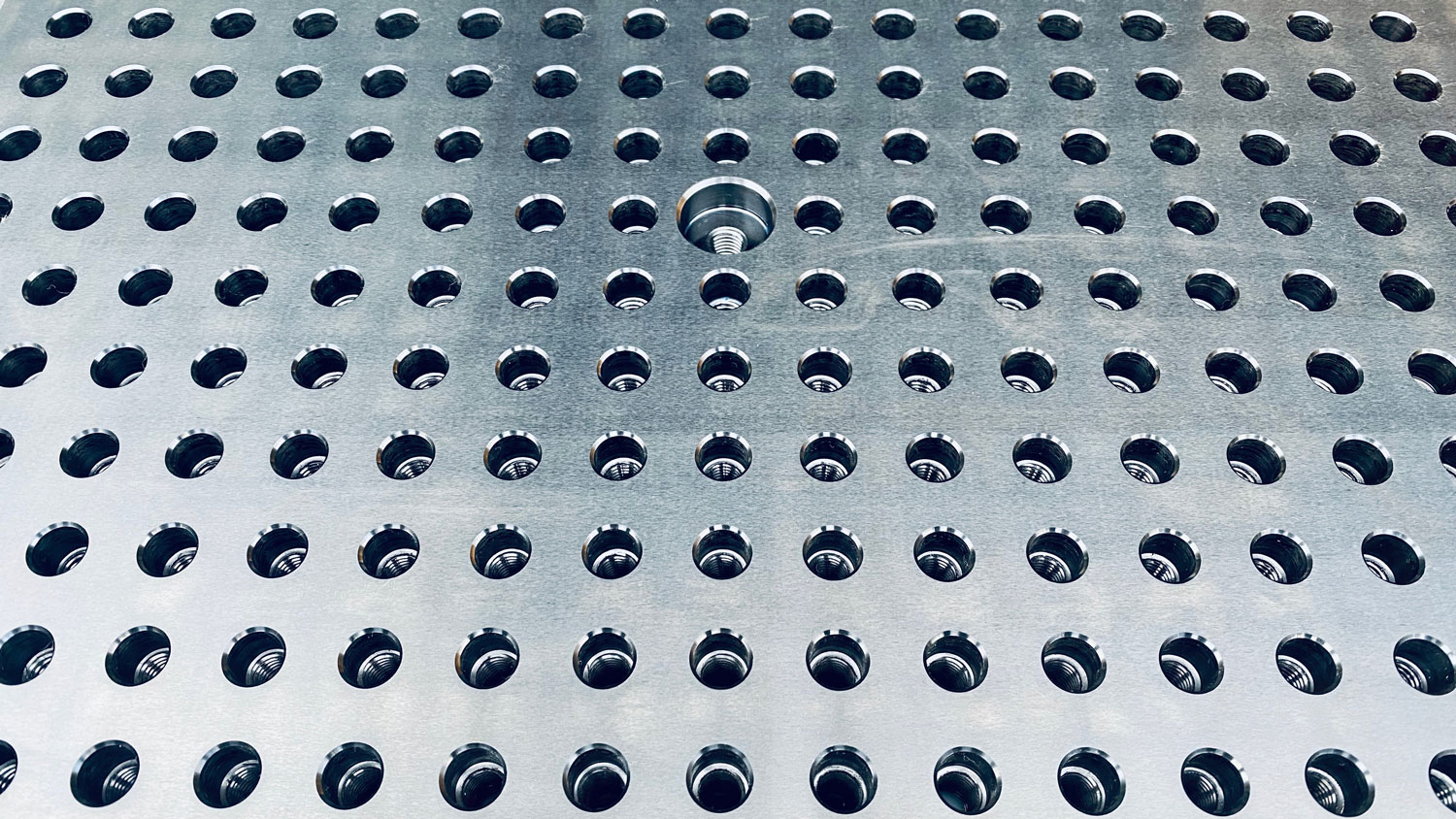
Brunitura by EQUA